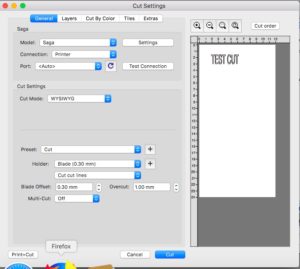
Window Tint Cutting With FilmCut – Overcutting Existing Cuts
Had a customer cutting window tint on FilmCut software. Saga P1350II vinyl cutter. The cutter was cutting multiple pieces of tint. Problem: The tint pieces were over-cutting prior pieces already cut on the tint roll. … Continue Reading →
Material Bunching In A Vinyl Cutter
When cutting materials with a vinyl cutter there is a force balance between the resistive force of the blade during cutting, other resistive forces on the material travel and the roller driving force of the … Continue Reading →
Saga Vinyl Cutter Gives Oversize Error
The oversize error occurs when the Saga cutter senses that you are trying to cut something wider than the maximum width allowable. Usually this is the result of one of the following two conditions. Condition … Continue Reading →
Saga Vinyl Cutter DRV Error
Saga servo cutters have a feedback loop from the servo motors to the motherboard which constantly reads an encoder within the servo motor. This means that the cutter knows the rotation of the servo motor. … Continue Reading →
Saga Cutter Carriage Hits Side Wall / End Plate
First off, it helps to understand how the cutter works. When you turn on the cutter, the first thing the cutter does is it moves to the right and watches the optic sensor for the … Continue Reading →
Saga Cutter Not Setting The Origin Correctly
Analysis: When you move the carriage or rollers on a Saga cutter in offline mode there are 2 methods for putting the cutter back online. 1) Press the online button which returns the carriage to … Continue Reading →
Which Vinyl Cutter Is Right For Me?
CutterPros offers more vinyl cutters than nearly any other reseller in the graphics industry. We offer Boyi, Creation, Saga, Saga Precision, Teneth, GCC, Vinyl Express and Graphtec. With so many cutters to choose from it … Continue Reading →
How To Install A Cutting Strip For A Creation CR Series Cutter
We have tried many methods for installing Teflon cutting strips in the CR series cutters. The strip is trapezoidal and is retained by 2 legs of the strip sitting underneath flanges in the aluminum deck … Continue Reading →
VinylMaster Setup for Creation CR630 CR631 CR730 CR1200 CR1201 CR1300
First step, install a cutter driver. Go to the Vinyl Spooler. This can be found under Tools, Plugins & Modules, Vinyl Spooler… In the Vinyl Spooler, go to Cutter, Install Cutter Driver You will now … Continue Reading →